废旧塑料原料与竹加工剩余物制作竹塑复合板的试验研究
为使物料均匀混合,将干燥好的废旧聚丙烯塑料和竹废料(含水率5%左右)按既定的配比放于粉碎机中共混粉碎。粉碎后物料颗粒直径约0.80mm左右。以正交表中设定的密度作为压制样品的预定密度,再由所制板材的材积、物料配比即可确定板坯铺装时的用量,偶联剂用量为物料总量的1%。采用手工铺装、型框成型的方法。样品尺寸:(mm)400×400×14,热压工艺采用冷-热-冷工艺,热压温度为174℃。
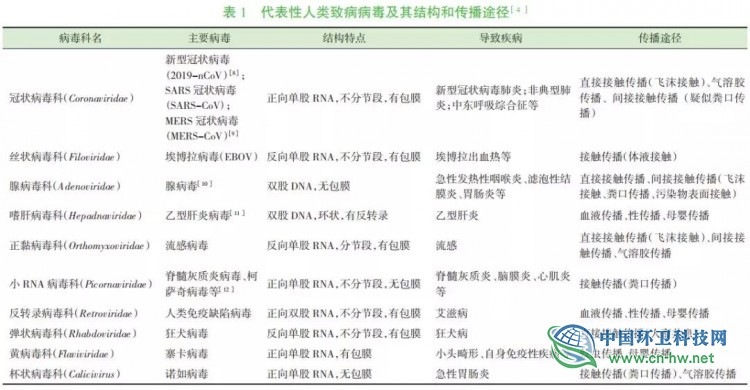
表2正交试验安排与结果表

2性能检测和结果分析
2.1性能检测
将压制的九种样品按GB/T17657-1999人造板及饰面人造板理化性能试验方法标准中4.2和4.9的规定,进行密度、静曲强度和弹性模量的检测。检测结果见表2。
为了便于分析,给出正交实验结果分析直观图(图1,图2)。

2.2试验结果分析:
1)制得的几种样板表面光滑,平整,板内无孔隙,无局部松软、分层、炭化等缺陷,整体性能较好。说明利用平压法将废旧塑料和竹废料复合制板技术是可行的,但板材的表面和端面有白色色斑,分析认为系塑料粉碎不够彻底,仍留有少许大颗粒所致。
2)密度对板材性能的影响:由直观图可知,在三种工艺因素中,密度对板材的性能影响最大。在本试验条件下,板材的静曲强度和弹性模量随着密度的增大而增大。当密度在从0.65g/cm3到0.75g/cm3的变化过程中,二者的增长迅速,在0.75g/cm3到0.85g/cm3的变化过程中增长有所变缓。但在密度为0.85g/cm3时,板材的力学性能指标绝对数值较大。考虑到密度越大,成本越高,密度取0.85g/cm3比较合适。
3)物料配比对板材性能的影响:由直观图可以看出,随着物料配比中竹废料含量的增大,所得制品的静曲强度会降低,并且当配比高于55∶45以后,静曲强度降低的更快。这是由于在复合材料的成型过程中,受热熔化的塑料在压力的作用下会在竹废料颗粒表面流展,润湿,然后发生和偶联剂之间相互分子或原子的扩散、渗透从而形成复合界面。在一定程度上塑料越多,越易形成复合界面,材料的整体强度越高。同时随着塑料的减少,竹废料的增加,板的内结合性能降低,使得板材的力学性能都呈降低的趋势。
物料配比在55∶45以下时,其弹性模量会增大,而高于55∶45时,其弹性模量值急剧下降。这是由于颗粒状的竹废料含量较低时,颗粒较均匀地分布在塑料基体中,竹废料作为增强物质,会阻碍导致塑料塑性变形的错位运动或分子链的运动,从而导致材料的刚性增强。并且在一定的组分范围内,对于宏观均匀的复合材料,弹性特性的复合是一种混合效应,是各物料弹性性能取长补短共同作用的结果,是各物料弹性一定程度上的平均。而竹材的刚性要优于聚丙烯塑料的刚性,故物料配比在55∶45以下时,其弹性模量会随着竹废料的增大而增大。但随着塑料的减少,竹废料的增加,板材的内结合性能降低,使得板材的力学性能都呈降低的趋势。故物料配比在55∶45以上时,与静曲强度一样,弹性模量会随着竹废料的增加而降低。
在本试验条件下,物料配比取55∶45较好。
4)热压时间对板材性能的影响:本试验采用热塑性的聚丙烯塑料颗粒和竹废料共混,热压时,应保证塑料的充分熔融,而竹材的传热系数较小,所以热压时间应适当延长。由直观图可以看出,静曲强度在热压时间为16min和19min时基本一致,时间延长至22min时强度增加较快。热压时间取22min为好。
3优化工艺条件的重复试验与再生循环利用
综合分析制品密度、物料配比、热压时间对性能的影响,较优的工艺条件为:密度0.85g/cm3,物料配比55∶45,热压时间22min。在热压温度是174℃的条件下,按较优参数重复试验压制复合板材并检测其性能指标。检测结果为:弹性模量1999MPa,静曲强度21.35MPa,密度0.846g/cm3,内结合强度0.53MPa,吸水厚度膨胀率6.9%。为便于比较,将刨花板、中密度纤维板与优化工艺压制的复合板的性能列于表3。
表3废塑料/竹废料复合板材与刨花板、纤维板性能的比较


-
再见,传统填埋技术!可持续型垃圾填埋场未来可
热点檀文炳 席北斗 赵昕宇 党秋玲 7个月前 (2020-12-22) 0评 1054看过 -
病毒在环境卫生作业环境中的存活潜力及感染风险
 吕凡 等 2020-02-16 13:56:27 0评 956看过
吕凡 等 2020-02-16 13:56:27 0评 956看过 -
生活垃圾亚临界水解发电新技术应用展望
王建军 许发兴 王振业 1年前 (2020-02-10) 1评 936看过 -
中国快递包装废弃物产生特征与管理现状研究报告
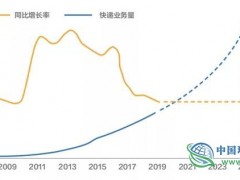 2019-12-20 09:14:55 0评 1901看过
2019-12-20 09:14:55 0评 1901看过 -
北京市延庆区道路扬尘排放特征及影响因素
王凯 等 3年前 (2019-01-16) 0评 452看过 -
我国塑料垃圾和微塑料污染源头控制对策
邓义祥 等 3年前 (2018-11-10) 0评 825看过 -
日本典型大件垃圾处理厂的处置模式
3年前 (2018-10-19) 0评 2093看过 -
中国垃圾填埋场甲烷减排潜力及其环境协同效益
蔡博峰 刘建国 3年前 (2018-09-20) 0评 489看过 -
深圳大件垃圾收运模式探索
梁卫坤 3年前 (2018-07-27) 0评 1102看过 -
厦门生活垃圾分类考察学习心得体会
唐菊红 3年前 (2018-06-14) 0评 5554看过