
黑灯工厂是一种依靠智能机器人、自动化设备和数字化系统实现全流程无人化生产的智能制造模式,其核心特征包括生产、存储、检测等环节无需人工干预。该模式通过物联网、人工智能等技术优化流程,可显著提升生产效率与产品质量稳定性。
2020年,小米亦庄黑灯工厂投产,年产能达100万台手机;同年6月,世界首座复合菌肥“黑灯工厂”亮相。2025年,华锐精密推出“智加”工业软件,显示刀具软件化成为黑灯工厂的关键基础;同年10月,小米在武汉的首座智能家电工厂投产,空调年产能达700万套。未来,该模式将融合机器学习技术实现全面自主决策。
可见,“黑灯工厂”的优势在于无需人工,从而大幅降低了人力成本,实现了企业运营的降本增效。
那么在垃圾焚烧发电领域,“黑灯工厂”是否具备可行性呢?
“黑灯工厂”的本质是“感知-决策-执行-反馈”的全链条无人化,其技术核心在于突破传统自动化的“断点”,实现跨环节的数据互通与自主调控。
对于生活垃圾焚烧发电厂来说,建设“黑灯工厂”具备技术可行性,已有成功案例验证,但受成本、垃圾特性、安全环保等因素影响,需分阶段推进,核心是全流程智能控制、设备高可靠与数据闭环。
一、技术穿透性:全流程智能闭环的核心技术链路
1.前端感知层:全域数据采集无死角
传统焚烧厂的传感器仅覆盖关键工艺参数(温度、压力),黑灯模式需新增机器视觉、气体传感、振动监测等智能感知设备:
垃圾卸料区:部署3D视觉相机,自动识别垃圾种类、吨位,匹配卸料门开启策略,避免混料导致热值波动;
炉膛内部:采用耐高温内窥镜+红外热成像仪,实时监测燃烧火焰形态、结焦位置,替代人工观火;
设备侧:在炉排、风机、破碎机等关键设备加装振动传感器,捕捉早期故障征兆(如轴承磨损)。
数据传输要求:采用5G+工业以太网双冗余架构,确保数据传输时延<100ms,满足实时控制需求。
2.中端决策层:AI算法突破工艺“黑箱”
焚烧工艺的核心痛点是垃圾热值波动导致燃烧不稳定,传统DCS系统只能按预设参数调节,无法自适应。黑灯模式需构建两类核心AI模型:
燃烧优化模型:融合垃圾成分、热值、炉膛温度等数据,通过强化学习算法,自动调整炉排速度、一次风/二次风配比、给料量,使炉膛温度稳定在850-1100℃(二噁英分解的关键区间),同时提升蒸汽参数;
预测性维护模型:基于设备运行数据(振动、温度、电流),建立劣化曲线,提前7-15天预测设备故障,自动生成维护工单并调度机器人作业(如机器人清灰)。
数字孪生赋能:搭建全厂数字孪生平台,1:1映射物理厂区,实现工艺模拟、故障推演、应急演练的虚拟验证,降低线下调试风险。
3.末端执行层:无人化设备替代人工高危作业
· 核心无人化设备配置清单:

· 执行层关键要求:设备需具备自主容错能力,如某台风机故障时,系统自动切换备用风机,无需人工干预。
二、经济性模型:短期投入与长期收益的量化平衡
“黑灯工厂”改造的核心争议在于高初期投入与收益回报周期,需建立全生命周期经济性模型,明确成本构成与收益来源。
1.改造成本构成(按日处理量1000吨的焚烧厂测算)
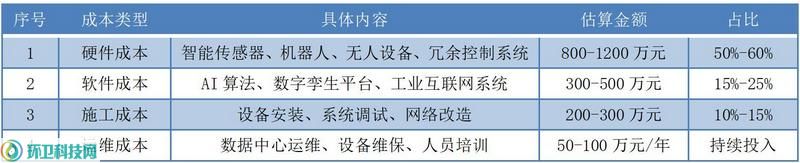
备注:存量厂改造比新建厂成本低20%-30%,可依托现有DCS系统升级。
2.收益来源量化分析
· 直接收益
人力成本节约:传统1000吨级焚烧厂需运维人员80-100人,黑灯模式可减至30-40人,按人均年薪15万元计算,年节约人力成本750-1050万元;
发电效率提升:AI燃烧优化可使锅炉热效率提升2%-3%,年增发电力约200-300万度,按上网电价0.6元/度计算,年增收120-180万元;
能耗降低:厂用电率下降3%-5%,年节约用电约100-150万度,年节约成本60-90万元。
· 间接收益
环保合规成本降低:精准控制烟气排放,避免超标罚款,同时减少环保整改投入;
设备寿命延长:预测性维护可降低设备故障率30%以上,延长设备使用寿命5-8年,减少设备更换成本。
· 投资回报周期
不考虑政策补贴:初期投入1300-2000万元,年净收益930-1320万元,投资回报周期约1.5-2年;
叠加政策补贴:部分地区对智能环保项目给予10%-20%的改造补贴,回报周期可缩短至1-1.5年。
三、政策适配性:政策红利与合规要求的双向驱动
“黑灯工厂”的落地离不开政策支持,同时需满足日益严格的环保与安全标准。
1.政策红利支撑
· 国家层面:《“十四五”城镇生活垃圾分类和处理设施发展规划》明确提出“推动生活垃圾焚烧厂智能化升级”,鼓励采用数字孪生、AI等技术提升运营水平;
· 地方层面:多地出台专项补贴政策,如浙江对智能焚烧厂改造给予最高500万元补贴,广东将“黑灯工厂”纳入绿色制造体系,享受税收优惠。
2.合规要求倒逼
· 环保合规:新版《生活垃圾焚烧污染控制标准》对二噁英、重金属等排放限值要求更严,黑灯工厂的实时监测与精准控制是满足标准的核心手段;
· 安全合规:《工贸企业粉尘防爆安全规定》要求减少人员在粉尘、高温区域的停留时间,无人化改造可从根本上降低安全事故风险。
四、风险防控体系:极端场景下的无人化应急能力
“黑灯工厂”并非完全无人,而是“常态无人、应急有人”,需建立完善的风险防控体系,应对极端工况。
1.工艺风险防控
针对垃圾热值骤降/骤升、炉膛结焦、烟气超标等极端情况,预设多级联锁机制:
一级响应:系统自动调整工艺参数(如增加辅助燃料、调整配风);
二级响应:启动备用设备(如备用风机、应急净化装置);
三级响应:自动停机并封锁故障区域,同时向远端运维中心发送报警信号。
2.设备风险防控
· 关键设备采用冗余设计,如双电源、双PLC控制系统,避免单点故障导致全厂停运;
· 建立设备健康档案,通过AI模型预测故障,提前安排维护,降低非计划停机率。
3.网络安全风险防控
· 工业互联网系统需满足《网络安全法》要求,采用物理隔离+防火墙的双层防护架构,防止黑客攻击导致控制系统瘫痪;
· 数据存储采用本地+云端双备份,确保工艺数据、环保数据不丢失。
五、深度结论:分场景落地,渐进式升级
生活垃圾焚烧发电厂建设“黑灯工厂”技术成熟、经济可行、政策支持,但并非所有焚烧厂都适合一步到位,需根据自身条件分场景落地:
1.新建焚烧厂:可直接按黑灯工厂标准设计,同步规划智能感知、AI决策、无人执行系统,实现“从0到1”的全流程无人化;
2.存量焚烧厂:采用“先核心后外围”的渐进式升级策略,优先改造燃烧控制、烟气净化等核心环节,再逐步拓展至卸料、巡检等辅助环节,降低改造风险与资金压力。
最终,“黑灯工厂”将成为生活垃圾焚烧行业的主流模式,推动行业从“人工运维”向“智能管控”转型,实现环保、经济、安全的三重效益统一。
六、实践案例——中国恩菲率先在国内垃圾焚烧发电领域打造“黑灯工厂”
据“ENDI中国恩菲”2025年12月30日发布的消息,中国恩菲以自投的赣州和固安垃圾焚烧工厂为场景,启动“黑灯工厂”项目“揭榜挂帅”专项行动,经集中攻关突破,实现了垃圾焚烧发电全流程更可靠、更环保、更高效、更安全、少人值守的新一代流程工厂运行模式。

运行中的赣州“黑灯工厂”平台门户
垃圾焚烧发电作为典型的流程型生产行业,其长期面临一系列核心挑战:垃圾成分复杂、热值波动大、有害物质控制难度高、需连续稳定运行、对人工操作依赖性强,以及多参数、非线性、强耦合的复杂控制难题。建设“黑灯工厂”致力于融合工业互联网、大数据、人工智能及机器人技术,构建具备自适应、自优化、自诊断、自学习能力的智能焚烧系统。旨在将垃圾焚烧发电全流程升级为以系统自主寻优运行、设备状态实时感知、维护任务预测性安排、风险因素主动识别、无人化/少人化操作为特征的新型生产管控体系,从而通过技术革命系统性地解决长期困扰行业的效率、环保、安全与成本四大痛点。
中国恩菲依托自主研发的MIM+工业互联网平台,整合多年技术、建设及生产经验,于2024年启动“黑灯工厂”揭榜挂帅专项行动,将垃圾焚烧全流程数字化智能化攻关拆解为12个子课题。随着12个课题研发成果相继部署应用,垃圾从进场开始就有位置记录,进入垃圾仓就有温度记录,进入焚烧炉余热锅炉就有运行状态记录,所有数据自动识别、预测预警、自主寻优,在国内垃圾焚烧发展史上首次做到将垃圾数字标签化,将垃圾转化为数据资产,进而升级为智能产品,构建起全流程智能管控体系。
智能控制更高效。破解垃圾成分复杂、工况波动大及焚烧过程多变量、强耦合、大滞后等行业难题,实现垃圾发酵、焚烧、烟气净化、余热发电、渗沥液处理等核心工艺的全智能自动优化运行,系统自动投入率达到95%以上,炉膛温度、主蒸汽温度等主要参数稳定性提高20%以上,智能清灰系统可实时诊断受热面积灰情况,热量有效利用率提升0.71%(每年约多发电9.8万千瓦时)。汽轮发电机组智能寻优控制技术助力相关工厂年增发300余万度电,按电价0.5元/度计算,新增发电收入约150万元。
排放控制更环保。烟气净化系统构建了污染物原始浓度预测模型与脱酸反应最佳条件控制技术,在环保排放指标达标率100%的前提下,消石灰、尿素等环保药剂消耗量减少10%以上;渗沥液处理系统针对污染物浓度高、成分复杂、水质水量不稳定等处理难题,在国内首创了以“智能监测+生化模型+AI预测+智能算法”为控制策略的LTIC渗沥液处理智能控制系统,使COD、氨氮等主要控制指标方差降低30%以上,爆气风机电耗降低10%以上。
设备运行更可靠。基于设备功能参数、振动、温度、声波、图像等大数据信息,自主开发了设备状态监测、预警及故障诊断技术、设备预测性维护模型,延长了设备的使用寿命,极大地提高了设备的可靠性。赣州厂焚烧车间、配电间等区域实现了机器人巡检作业,不仅大大减少了人员工作量,还提升了巡检质量和效率。开发的余热锅炉爆管预警技术可提前感知风险,早于人工巡检3—5天发现微小爆管故障,为故障维修创造了有利条件。
运营环境更安全。垃圾卸料平台、焚烧间、烟气净化间、余热发电间、渗沥液处理车间等主要车间工作环境实现了智能监控及危险识别,提高了生产现场安全主动预警能力。在国内创先实施了卸料平台微负压与CO智能监测、飞灰暂存间CS2智能监测,区域数据采集联动通风系统,从本质上确保了运行人员的劳动卫生条件。
目前,中国五矿“黑灯工厂”核心技术产品已在赣州恩菲、襄阳恩菲、固安恩菲、北控环境、绿色动力海宁公司等企业成功试点推广应用,成效显著。
官宣:环卫科技网是干啥的?
2024-07-17
长沙2座装配式智慧公厕, 成交价162.28万!
6小时前
森鹏数字环卫平台如何破局“数据整合”难题?
7小时前