



(3)挤压时间控制在380s∽520s,其中,下活塞运行时间180s∽300s,保压时间,200s∽220s,压榨缸中心残渣含水率与外部残渣含水率相差很小。
(4)加强水洗,有利于降低压榨残渣含水率。
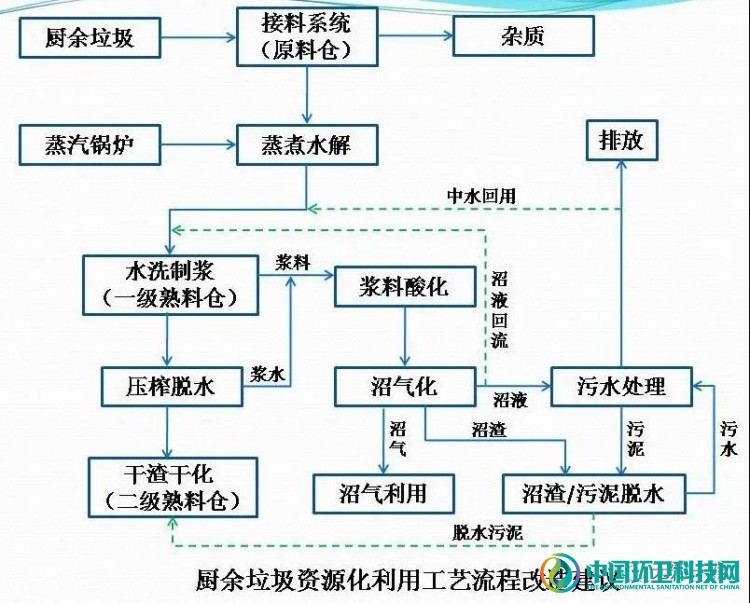
实验表明,可同时保证压榨缸壁孔不堵塞和压榨残渣含水率降到65%以内。在此基础上,提出了“蒸煮+一次水洗+一次压榨+压榨残渣堆放干化”的预处理工艺,恢复与加强一级熟料仓的水洗功能,将2级熟料仓改造成残渣堆放干化仓,废除2级熟料仓的水洗功能和2级压榨工序,同时,回流部分沼液作为水洗水,并建议将来取消人工分拣工序(因整改时间较长,此次暂不取消)。整改后的厨余垃圾资源化利用工艺流程见下图。
3.提高发酵浆液的含固率
制作湿式厌氧发酵浆料需要大量外加水,同时,湿式厌氧发酵又会产生大量沼液和沼渣。外加水、沼液、沼渣与发酵浆料的含固率直接相关,见下图。
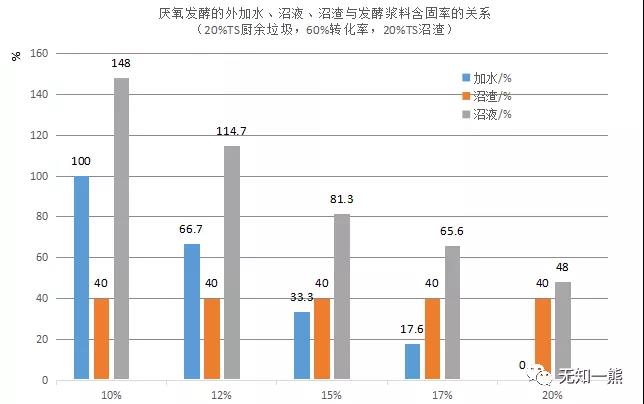
优化发酵浆料的含固率、沼液回流率和中水回用率等参数是运行管理的重要内容。建议将发酵浆料的含固率控制在10%∽14%,加大沼液回流比例,最好将排入污水处理设施的沼液量控制在800m3/d以内,加大中水回用量,尽可能减少外加水量。
4.成立调试组
鉴于项目公司管理架构、管理队伍、管理制度和管理方法等不善,而且项目各方存在互拼内耗问题,专班要求设立了综合协调组、系统集成组、物料输送组、压榨组(预处理组)、厌氧发酵组和臭气控制组,将合适的人放在合适位置,更好地发挥专班的指导督促作用。





 盈峰环境排水抢险车赴
盈峰环境排水抢险车赴 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨)
 环卫科技网公众号
环卫科技网公众号 环卫微学院公众号
环卫微学院公众号 乐分圈微信公众号
乐分圈微信公众号 厕重点微信公众号
厕重点微信公众号
