



一、预处理系统
专用的餐厨垃圾收运车辆进厂后,首先通过电子汽车衡称重并记录,然后直接驶入预处理卸料车间,在指定位置将餐厨垃圾卸入接料系统。本项目预处理系统设置两条餐厨垃圾接收及输送线。
1、预处理线一流程
接料斗底部采用平板给料机,后接皮带输送机,实现系统的均匀给料。平板给料机上设有格栅及破袋机,可过滤除去大块物料,井实现破袋及初步破碎功能。
2、预处理线二流程
通过螺旋输送装置输送到后续的处理系统,螺旋输送装置设置一定的倾角,垃圾中的水分在输送过程中靠重力自流,进一步实现固液分离,分离出来的油水进入油水分离系统。
固液分离系统分离出的油水混合物与经过预处理的地沟油一起进入油水分离系统,提取出的油脂作为化工原料外卖,其余的物料进入磁选系统。
二、厌氧发酵系统
本项目厌氧发酵工艺借鉴OWS公司的Dranco处理工艺,并进行优化。优化后的工艺如下图所示。
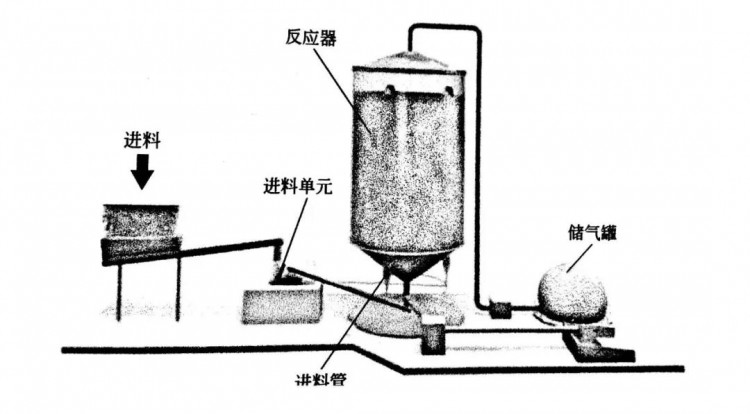
优化的Dranco工艺示意(图片来源:中国市政工程华北设计研究总院)
分选后的垃圾在返混箱内与发酵沼液及蒸汽混合均匀并加热到厌氧消化需要的温度后,再通过进料泵提升至厌氧反应器进行厌氧消化。厌氧消化产生的沼气进入后续的处理及利用单元,厌氧产生的沼液一部分进入返混料箱,另一部分进入后续处理单元。
1、优化Dranco工艺的优点
(1)采用顶部进料方式,与常规底部进料相比,可以有效避免常见的厌氧罐顶部浮渣问题。
(2)底部采用锥斗形式,物料通过降流式的方式从顶部运行至底部,厨余垃圾中的细砂等杂质等可以从底部顺利排出,不存在砂石的累积导致反应器无法正常运行的现象。
(3)采用泵返混的方式,与机械搅拌及气体搅拌相比较,不存在机械设备故障及检修的问题,该搅拌设计避免了干发酵反应罐内有机物固含量浓度很高导致搅拌十分困难的发生,可确保反应器稳定运行。
(4)系统抗冲击负荷能力强,进料含固率适应范围10%~40%。
(5)污水产生量少,降低后续污水处理费用。
(6)对进料的要求低,适合于多种物料的处理。
2、工艺参数
发酵罐内部设置检测装置通过自动控制系统对发酵罐内部温度、压力、液位、搅拌频率、甲烷以及二氧化碳含量等指标进行测定和监控。此外,在发酵罐侧壁设取样口,定期取样发酵液,对更多的指标(pH值、挥发性脂肪酸、氨氮、含固率等)进行实验室测试,测试结果及时反馈,以便操作人员利用这些测量、分析结果及时调整发酵罐运行参数,保证厌氧消化过程的持续和稳定。
消化罐内部是个综合反应体系,各参数间相互制约,实现联动反馈控制。进料泵分别装设变频器,将返混料箱中的垃圾提升到厌氧罐中。每个厌氧罐入口管道上装有流量计,此处流量信号在控制室有实时显示,同时可通过控制室的计算机对此流量计的数值进行设定,并根据此设定值来控制变频器的运行,从而使进料泵的转速得到相应的调整,使进入两个厌氧罐的垃圾流量始终稳定在设定的流量值。最终使罐内消化反应稳定运行。
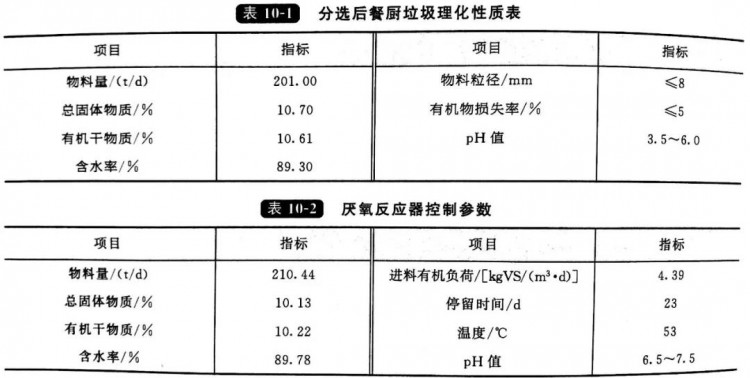
工艺设计参数



 盈峰环境排水抢险车赴
盈峰环境排水抢险车赴 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨)
 环卫科技网公众号
环卫科技网公众号 环卫微学院公众号
环卫微学院公众号 乐分圈微信公众号
乐分圈微信公众号 厕重点微信公众号
厕重点微信公众号
