



窑头电收尘、进煤磨热风管、余热发电站收集熟料灰估算值:0.024%×320t=0.0768t;
氯离子去向总量:1.3311t。
参与循环富集与结皮量:1.4177-1.3311=0.0866t。
参与循环富集与结皮的氯离子含量占总氯离子来源的6.1%。
旁路放风除氯效率:0.2621÷(0.2621+0.0866)=75.2%。
旁路放风闸板开度中控显示90%,排风机给定频率45Hz,现场实测旁路放风抽出4.6%热烟气[16],计算得旁路放风实际除氯效率为75.2%,有研究表明氯离子大约90%可以通过旁路放风排出5%的热气体来除去,可以估算出旁路放风系统中放出4.6%热烟气,排出约82.8%氯离子,接近实际数据旁路放风排出氯离子含量75.2%。
降低氯离子含量的措施
5.1加强原、燃材料质量控制
生料中氯离子主要是由石灰石、页岩和黏土带入的[18],在选择原料特别是页岩和黏土时要注意氯离子含量,严格控制生料成分,保证入窑生料氯离子含量不能超过0.03%。
5.2优化旁路放风系统,提高除氯效率
通过旁路放风系统旁路放风可以很大程度上降低氯离子,C5下料管中热生料参与氯离子的循环富集,氯离子含量对C5下料管影响较大,旁路放风的控制可以依据C5下料管热生料中氯离子含量来控制,规定C5下料管热生料氯离子含量不能超过0.8%。
旁路放风系统调整时旁路放风灰和C5下料管氯离子含量变化趋势见图6,开始运行第4天至第15天内为第一阶段调整:闸板开度在90%到100%,排风机频率在40~42Hz,冷风机频率为35~40Hz,此时旁路放风除氯效率较低,下料管氯离子含量虽有所下降但仍然在1%以上,且在此期间蜗壳和废气通道中结皮严重,2天需清理一次,每次清理时长2h。第15天至第44天为第二次调整:闸门开度由20%递增到90%,排风机频率给定40~42Hz,冷风机频率25~28Hz,这一阶段旁路灰氯离子含量开始上升达到10%以上,C5下料管氯离子含量降至0.9%左右,此期间清结皮两次。第45天以后为第三阶段调整:闸门开度为90%,排风机给定44~45Hz,冷风机36~38Hz,旁路放风氯离子含量稳定在12%左右,C5下料管氯离子含量降至0.8%以下。调整后,除氯效率大大提高,系统内部结皮较少,除氯效果显著。
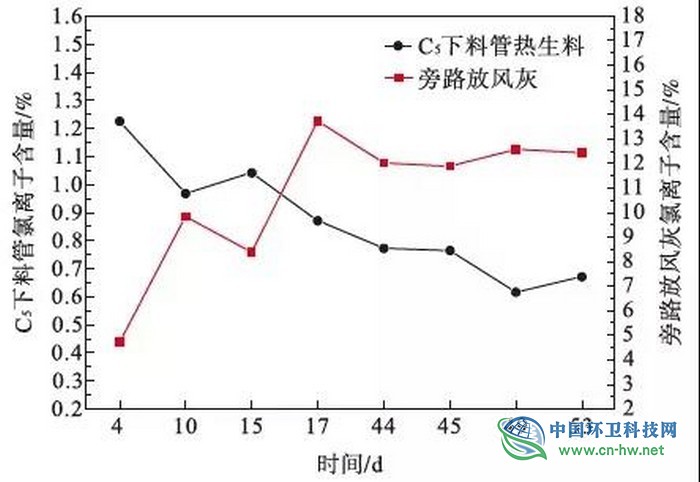
图6投放垃圾过程中旁路放风灰与C5下料管热生料氯离子含量对比
结论
(1)在投放垃圾的过程中出磨生料、入窑生料、C1回灰中氯离子含量相对于未投放垃圾时都出现不同程度的上升。
(2)在投放垃圾前期,旁路放风系统除氯效率较低,C5下料管氯离子含量高达1.2%以上,结皮严重,随着旁路放风逐渐调整,C5下料管氯离子含量降至0.8%以下,结皮基本消除。旁路放风调试稳定后,氯离子参与循环富集和结皮占进入系统氯离子总量6.1%,旁路放风除氯效率为75.2%。
(3)保证C5下料管热生料中氯离子含量在0.8%以下,优化旁路放风系统,旁路放风调整闸板开度为90%,冷风机频率给定38Hz,排风机频率在45Hz时,旁路灰氯离子含量稳定在12%左右,除氯效果理想。




 盈峰环境排水抢险车赴
盈峰环境排水抢险车赴 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨) 2020全国厨余(餐厨)
2020全国厨余(餐厨)
 环卫科技网公众号
环卫科技网公众号 环卫微学院公众号
环卫微学院公众号 乐分圈微信公众号
乐分圈微信公众号 厕重点微信公众号
厕重点微信公众号
